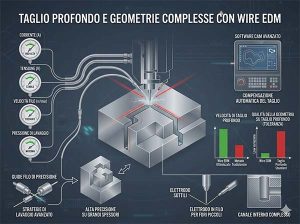
Nell’elettroerosione a filo, il risultato finale di una lavorazione dipende da una serie di variabili che interagiscono tra loro in modo complesso. Non basta avere una macchina moderna: serve sapere come impostare correttamente i parametri elettrici e meccanici per ottenere la finitura desiderata senza sprecare tempo o materiale. La corrente di scarica, la tensione, la durata degli impulsi e la velocità del filo non sono numeri casuali, ma leve precise che permettono di bilanciare velocità di taglio, rugosità superficiale e stabilità del processo. Chi lavora quotidianamente con la Wire EDM sa che una piccola variazione di corrente può fare la differenza tra un pezzo perfetto e uno da scartare.
| Parametro | Range Tipico | Impatto Principale | Applicazione Ideale |
|---|---|---|---|
| Corrente di scarica | 0.5-400 A | Velocità di asportazione e rugosità | Sgrossatura: 3-10 A, Finitura: <2 A |
| Tensione di gap | 100-300 V | Stabilità scarica e precisione | Regolazione automatica servo |
| Durata impulso | <10 µs – >200 µs | Qualità superficiale | Finitura: <10 µs, Sgrossatura: >100 µs |
| Frequenza impulsi | 10-500 kHz | Velocità processo e Ra | Finitura ultra-fine: 300-500 kHz |
| Velocità filo | 2-15 m/min | Raffreddamento e stabilità | Variabile tra sgrossatura e finitura |
| Gap elettrodo-pezzo | 0.01-0.5 mm | Precisione dimensionale | Controllo servo automatico |
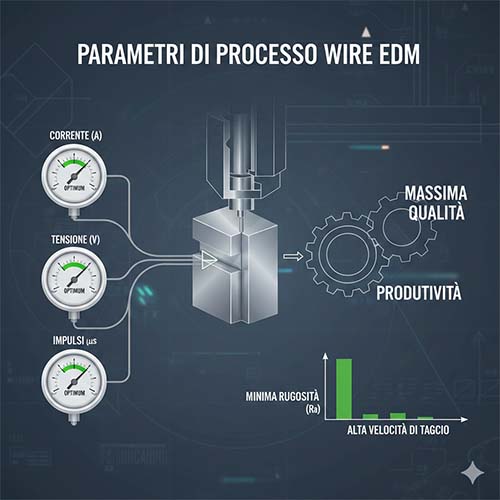
I Parametri Elettrici Fondamentali
La generazione della scarica elettrica è il cuore del processo Wire EDM. Ogni impulso elettrico crea un canale di plasma che raggiunge temperature di circa 10.000°C, vaporizzando il materiale punto per punto.
Corrente di Scarica (Intensità di Corrente)
La corrente di scarica rappresenta la quantità di energia scaricata nel materiale ad ogni impulso. In sgrossatura si lavora tipicamente con correnti tra 3 e 10 ampere, mentre per le finiture si scende sotto i 2 ampere, arrivando a 0.5-1 A per superfici ultra-lisce. Il range completo può estendersi da 0.5 fino a 400 ampere nelle applicazioni più aggressive.
La relazione è diretta: più corrente significa più energia, più materiale asportato per impulso, ma anche crateri più grandi sulla superficie. Con correnti elevate, il recast layer può raggiungere spessori di 20-50 micrometri, compromettendo le proprietà meccaniche del pezzo. Con correnti basse, si scende sotto i 5 micrometri.
La scelta dipende anche dal materiale. Un acciaio temprato a 60 HRC tollera correnti più elevate rispetto a una lega di titanio. Per il carburo di tungsteno si usano correnti moderate per evitare microfratture.
Tensione di Gap
La tensione di gap opera tra 100 e 300 volt e ha un ruolo fondamentale nella formazione del canale di scarica. Quando il filo si avvicina al pezzo, il campo elettrico aumenta fino a ionizzare il fluido dielettrico, creando un percorso conduttivo. Il gap vero e proprio varia da 0.01 a 0.5 millimetri a seconda della fase di lavorazione.
I sistemi servo moderni regolano automaticamente la tensione in base al feedback del processo, monitorando cortocircuiti e scariche anomale. Un sistema ben tarato mantiene la stabilità riducendo gli errori dimensionali, che in lavorazioni critiche devono rimanere entro ±0.001-0.002 mm.
Durata e Frequenza degli Impulsi
La durata dell’impulso può variare da meno di 10 microsecondi per le finiture più spinte fino a oltre 200 microsecondi per la sgrossatura rapida. Un impulso breve concentra l’energia in un tempo ridotto, creando crateri piccoli e superfici lisce. Un impulso lungo trasferisce più energia totale, asportando più materiale ma lasciando una finitura più grezza.
La frequenza degli impulsi nelle lavorazioni di finitura ultra-fine può raggiungere 300-500 kHz, mentre in sgrossatura si rimane sui 10-50 kHz. Tra un impulso e l’altro serve tempo per la deionizzazione del dielettrico, cioè per ripristinare le proprietà isolanti del fluido. Un rapporto equilibrato tra on-time e off-time garantisce stabilità.
Gli impulsi brevi permettono di ottenere rugosità superficiali di Ra 0.1-0.2 µm, ideali per stampi di precisione. Impulsi lunghi portano a valori di Ra 0.8-3.2 µm, accettabili per sgrossatura.
Parametri Meccanici e di Processo
Velocità del Filo
Il filo scorre continuamente attraverso le guide superiori e inferiori, consumandosi gradualmente durante la lavorazione. La velocità del filo determina quanto rapidamente questo materiale fresco sostituisce quello usurato, influenzando sia la qualità della scarica che la stabilità termica.
I valori tipici vanno da 2 a 15 metri al minuto, con velocità più alte in sgrossatura per garantire un raffreddamento efficace. La tensione del filo, generalmente tra 5 e 15 Newton a seconda del diametro, mantiene la rettilineità durante il taglio.
Controllo del Gap
Il controllo del gap utilizza feedback in tempo reale monitorando tensione e corrente per calcolare istante per istante se il gap è troppo largo o troppo stretto. Se rilevano un aumento dei cortocircuiti, il servo rallenta l’avanzamento. Se le scariche diventano instabili per gap eccessivo, accelera l’avvicinamento.
Un controllo preciso del gap influenza direttamente la precisione dimensionale: deviazioni anche di pochi micrometri possono accumularsi lungo un profilo complesso. Il sistema deve anche gestire la compensazione dell’usura del filo man mano che il diametro si riduce.
Fluido Dielettrico
Nella Wire EDM si utilizza quasi esclusivamente acqua deionizzata come fluido dielettrico. L’acqua offre ottima capacità di raffreddamento, facilità di filtrazione e costi contenuti. Il fluido viene spruzzato con pressioni tra 8 e 20 bar e flussi di 8-15 litri al minuto.
Il sistema di filtrazione trattiene particelle di 3-5 micron, garantendo che il fluido ricircolato sia sempre pulito. La temperatura viene mantenuta costante, tipicamente tra 20 e 25°C, attraverso scambiatori di calore dedicati.
Impatto sui Risultati di Lavorazione
Velocità di Taglio e Produttività
La velocità di asportazione del materiale si misura in millimetri quadrati al minuto. Su un acciaio temprato standard, valori tipici si attestano tra 5 e 10 mm²/min, ma con parametri aggressivi in sgrossatura si possono raggiungere 15-25 mm²/min.
In finitura, la velocità scende a 3-8 mm²/min perché i parametri conservativi riducono l’energia per impulso. Il consumo energetico si attesta mediamente su 8-10 kWh per ora di lavorazione effettiva. Una strategia comune prevede passate multiple: sgrossatura veloce seguita da 2-4 passate di finitura progressiva.
Rugosità Superficiale e Finitura
La rugosità superficiale, espressa come Ra, spazia da Ra 0.1 µm nelle finiture ultra-fine fino a Ra 3.2 µm nelle sgrossature rapide.
| Tipologia Finitura | Ra Tipico | Corrente Impulso | Durata Impulso | Applicazioni |
|---|---|---|---|---|
| Ultra-fine | <0.1 µm | <1 A | <10 µs | Stampi iniettoplastica, medicale |
| Fine | 0.2-0.4 µm | 1-2 A | 10-30 µs | Componentistica precisione |
| Media | 0.4-0.8 µm | 2-4 A | 30-80 µs | Applicazioni generali |
| Grezza | 0.8-3.2 µm | 4-10 A | 100-200 µs | Sgrossatura, pre-finitura |
Per ottenere finiture estreme sotto Ra 0.1 µm servono passate multiple con parametri progressivamente più conservativi. Ogni passata riduce la rugosità di circa il 30-50% rispetto alla precedente.
Stabilità del Processo
Un processo stabile mantiene parametri costanti senza interventi manuali. Gli indicatori di stabilità includono la frequenza di cortocircuiti, la variabilità della corrente media e il numero di scariche ad arco. Quando i cortocircuiti superano il 5-10% del tempo totale, significa che qualcosa non funziona: gap troppo stretto, fluido contaminato o parametri troppo aggressivi.
I sistemi di monitoraggio moderni analizzano la forma d’onda di tensione e corrente in tempo reale, identificando anomalie prima che diventano critiche. La filtrazione del dielettrico gioca un ruolo cruciale: filtri intasati riducono il flusso del 20-30%, alterando sia il raffreddamento che la rimozione dei detriti.
Ottimizzazione Parametri per Materiali Specifici
Acciai Temprati e per Stampi
Gli acciai temprati oltre 60 HRC sono il materiale più comune in Wire EDM. Materiali come SKD11 o H13 richiedono sgrossatura con correnti di 5-8 A seguita da 2-3 passate di finitura con correnti decrescenti da 2 A fino a 0.5 A. Le velocità tipiche si attestano su 8-12 mm²/min in sgrossatura e 3-5 mm²/min in finitura, con rugosità finali sotto Ra 0.3 µm.
Superleghe e Materiali Avanzati
Le leghe di titanio come Ti-6Al-4V richiedono parametri più conservativi rispetto agli acciai, con correnti ridotte del 20-30%. Inconel e superleghe a base nichel vedono la velocità di asportazione scendere del 30-40%. Il carburo di tungsteno richiede correnti moderate tra 3-6 A per evitare microfratture, con velocità raramente oltre 4-6 mm²/min.
Alluminio e Acciaio Inossidabile
L’alluminio presenta elevata conducibilità termica e richiede correnti più elevate e maggiore pressione del dielettrico, spesso 12-18 l/min. La finitura ottenibile è moderata, raramente sotto Ra 0.4 µm. Gli acciai inossidabili richiedono parametri bilanciati che preservino le proprietà anticorrosive, particolarmente critiche in applicazioni medicali o alimentari.
Strategie di Ottimizzazione Multipassata
La prima passata di sgrossatura utilizza parametri aggressivi: corrente 6-10 A, impulsi lunghi 100-150 µs, velocità del filo 12-15 m/min. L’obiettivo è rimuovere il 90-95% del materiale nel minor tempo possibile, accettando rugosità elevate di Ra 1.5-2.5 µm.
Le passate intermedie riducono progressivamente i parametri: corrente 3-5 A, impulsi 40-80 µs. La passata finale utilizza parametri ultra-conservativi: corrente 0.5-1.5 A, impulsi <20 µs, portando la rugosità a Ra 0.2-0.4 µm con precisione dimensionale di ±0.002-0.005 mm.
Le strategie avanzate contemplano la possibilità di intervenire sull’ottimizzazione del processo di elettroerosione a filo attraverso l’analisi sistematica dei risultati. I generatori intelligenti delle macchine moderne integrano algoritmi che adattano automaticamente i parametri in tempo reale, compensando variazioni impreviste del materiale o condizioni operative.
Applicazioni Pratiche e Settoriali
Produzione Stampi
Gli stampi per iniezione plastica richiedono finiture superficiali eccellenti, con Ra tipici sotto 0.3 µm. Gli stampi per tranciatura devono mantenere spigoli vivi con tolleranze di ±0.001-0.002 mm. La Wire EDM permette di realizzare geometrie impossibili con fresatura tradizionale.
Settore Aerospaziale
Le pale turbina in superleghe richiedono profili aerodinamici complessi con strategie di 4-5 passate e finiture con Ra sotto 0.4 µm. Gli ugelli per carburante necessitano di parametri che minimizzino la zona termicamente alterata. Per approfondire le implicazioni metallurgiche, vale la pena considerare gli effetti termici e metallurgici nella Wire EDM.
Medicale e Micro-Meccanica
Gli impianti chirurgici in titanio richiedono biocompatibilità assoluta con Ra tipici di 0.3-0.6 µm. Gli strumenti di precisione sfruttano micro Wire EDM con fili di 10-20 µm per realizzare geometrie con dettagli sotto 50 µm. I micro-componenti per orologeria ed elettronica richiedono tolleranze sub-micrometriche di ±0.0005 mm.
Conclusione
La padronanza dei parametri di processo nella elettroerosione a filo rappresenta la differenza tra lavorazioni mediocri e risultati eccellenti. Corrente, tensione, durata degli impulsi, velocità del filo e controllo del gap sono elementi interconnessi che richiedono bilanciamento attento. Le strategie multipassata, abbinate a sistemi di controllo adattivo, permettono di ottimizzare separatamente velocità e qualità, raggiungendo il miglior compromesso per ogni applicazione specifica.azioni di precisione.