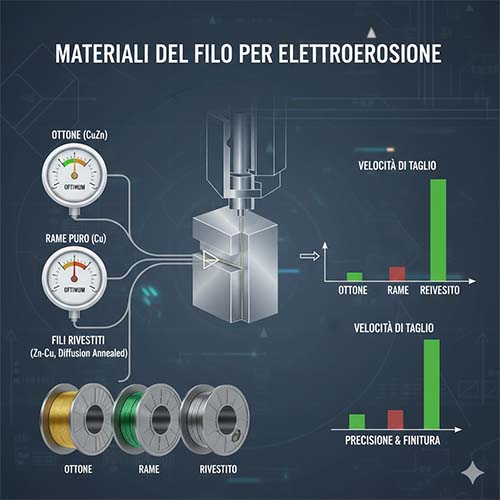
La elettroerosione a filo (Wire EDM) è una tecnologia fondamentale per chi lavora metalli con precisione estrema. Il filo, conduttore elettrico sottilissimo che separa il pezzo in lavorazione, non è solo un componente: è il cuore del processo. La sua composizione influenza velocità di taglio, precisione, usura e costi operativi. La scelta del materiale giusto può fare la differenza tra una lavorazione efficiente e una fonte continua di problemi.
Per comprendere appieno le prestazioni dei diversi fili, è utile consultare una guida completa che spiega cos’è l’elettroerosione a filo, il funzionamento della macchina e le applicazioni principali.
Tabella comparativa dei principali fili EDM
| Materiale filo | Diametro tipico (mm) | Resistenza alla trazione (MPa) | Velocità di taglio | Usura relativa | Costo medio |
|---|---|---|---|---|---|
| Ottone puro | 0,10 – 0,30 | 350-400 | Medio | Bassa | € |
| Ottone zincato | 0,10 – 0,30 | 360-420 | Medio-alta | Media | €€ |
| Filo alta resistenza | 0,10 – 0,25 | 900-1200 | Alta | Molto bassa | €€€ |
| Molibdeno | 0,10 – 0,20 | 1000-1500 | Alta | Molto bassa | €€€€ |
Perché il materiale del filo è importante
La composizione del filo determina come il filo reagisce sotto stress elettrico e meccanico. Fili più resistenti permettono tagli più rapidi e stabili, mentre fili più morbidi garantiscono finiture superficiali migliori. La conduttività elettrica influisce sulla stabilità della scarica: fili con bassa conduttività possono portare a irregolarità e micro-bruciature.
Altri fattori da considerare sono:
- Durata del filo, che incide direttamente sui costi operativi.
- Precisione dimensionale, cruciale per tolleranze strette.
- Costo e disponibilità, per ottimizzare il bilancio tra prestazioni e spesa.
Materiali tradizionali dei fili EDM
Filo in ottone (Brass)
L’ottone è il materiale più diffuso. La sua composizione, tipicamente rame-zinco, offre un equilibrio tra resistenza e conduttività. Fili in ottone hanno una resistenza alla trazione di circa 350-400 MPa e diametri che vanno da 0,10 a 0,30 mm. La velocità di taglio è media, e la finitura superficiale è uniforme, rendendolo adatto a lavorazioni standard e produzione di massa.
Filo zincato (Zinc coated brass)
Il rivestimento zincato migliora resistenza alla trazione e stabilità di scarica, riducendo la probabilità di rotture improvvise. La velocità di taglio è leggermente superiore rispetto all’ottone puro, e l’usura del filo è moderata. Il costo aumenta del 20-30%, ma in applicazioni dove la qualità della finitura è critica, il filo zincato è una scelta più affidabile.
Varianti di ottone e trattamenti superficiali
Esistono fili ricotti e trattati metallurgicamente, che mantengono la conduttività dell’ottone ma aumentano la resistenza alla trazione. Questi fili sono spesso utilizzati in micro EDM e per pezzi che richiedono tolleranze molto strette.
Fili ad alte prestazioni e materiali speciali
Fili ad alta resistenza (High tensile)
Questi fili, spesso con nucleo in acciaio al carbonio rivestito in ottone, raggiungono resistenze fino a 1200 MPa. Offrono stabilità eccezionale e minore rischio di rottura anche a velocità elevate. Sono ideali per pezzi complessi o materiali duri, dove la precisione è fondamentale.
Fili in molibdeno e altri materiali avanzati
Il molibdeno ha una resistenza alla trazione superiore a 1500 MPa e un’elevata resistenza termica. È utilizzato per lavorazioni su titanio, superleghe e acciai temprati, dove fili tradizionali non sopporterebbero lo stress. La durata è molto alta, ma il costo può essere fino a 10 volte superiore a un filo in ottone standard.
Confronto prestazionale tra materiali
| Materiale | Resistenza (MPa) | Velocità di taglio | Usura | Applicazioni consigliate |
|---|---|---|---|---|
| Ottone | 350-400 | Media | Bassa | Acciai dolci, rame |
| Zincato | 360-420 | Media-Alta | Media | Acciai medi, rame-zinco |
| Alta resistenza | 900-1200 | Alta | Molto bassa | Acciai temprati, stampi |
| Molibdeno | 1000-1500 | Alta | Molto bassa | Superleghe, titanio |
Come scegliere il filo giusto per la tua applicazione EDM
Considerazioni basate sul metallo da lavorare
La scelta del filo dipende dal tipo di materiale da tagliare. Acciai temprati e superleghe richiedono fili ad alta resistenza o in molibdeno, mentre rame, ottone e acciai dolci possono essere lavorati con fili in ottone o zincati.
Obiettivi di performance
- Massima velocità di taglio: preferire fili ad alta resistenza.
- Finitura superficiale ottimale: ottone e ottone zincato sono più adatti.
- Tolleranze strettissime: fili sottili e trattati sono l’ideale.
Costi operativi, usura e produttività
Un filo più costoso può risultare più conveniente sul lungo periodo, grazie a minori rotture e sostituzioni meno frequenti. La produttività della macchina aumenta con fili stabili e duraturi.
Parametri EDM correlati alla scelta del filo
Altri fattori da considerare nella selezione del filo includono:
- Diametro del filo: da 0,10 a 0,30 mm, più sottile per micro-lavorazioni, più spesso per tagli profondi.
- Tensione e controllo del gap: un filo troppo teso può rompersi, uno troppo lento riduce precisione e velocità.
- Parametri di impulso e velocità di avanzamento: influenzano usura e qualità della superficie finale.
- Qualità della superficie e tolleranze: fili resistenti consentono finiture uniformi anche su materiali duri.
Per un approfondimento sui parametri operativi correlati alla scelta del filo, è utile leggere parametri di processo nella elettroerosione a filo, dove vengono analizzate velocità, rugosità e stabilità di taglio.
Conclusione
La scelta dei materiali del filo per elettroerosione a filo determina le prestazioni complessive del processo EDM. Fili in ottone e zincati offrono un buon equilibrio tra velocità, precisione e costi, mentre fili ad alta resistenza o in molibdeno sono indispensabili per lavorazioni su acciai temprati, titanio e superleghe. Comprendere le caratteristiche meccaniche, la conduttività e la durata di ogni materiale consente di ottimizzare produttività e qualità, riducendo al minimo usura e costi operativi.