Tecnologie Wire EDM Avanzate e Processi Ibridi: La Nuova Era della Precisione nel Metallo
L’evoluzione della meccanica di precisione ha trasformato radicalmente il modo in cui guardiamo a un blocco di acciaio temprato o a una lega di titanio. Se un tempo l’elettroerosione a filo (Wire EDM) era considerata un processo lento, quasi un “male necessario” per tagliare ciò che la fresa non poteva scalfire, oggi siamo di fronte a una rivoluzione digitale. Le macchine moderne non si limitano a erodere il metallo; lo fanno comunicando con il generatore in microsecondi, prevedendo la rottura del filo e integrando sistemi che sembrano usciti da un laboratorio di fisica quantistica. Entrare in un’officina oggi significa vedere macchine che operano con una precisione di 0.001 mm, gestendo scariche elettriche con una delicatezza tale da non alterare la struttura molecolare del pezzo.
| Caratteristica | WEDM Tradizionale | Tecnologie Avanzate (2026) |
| Precisione di posizionamento | $\pm 0.005$ mm | $\pm 0.001$ mm |
| Rugosità superficiale ($Ra$) | $0.4 – 0.6 \mu m$ | $< 0.1 \mu m$ |
| Velocità di taglio | Standard | +30% grazie ai generatori digitali |
| Gestione rottura filo | Reattiva (si ferma dopo) | Proattiva (controllo adattivo AI) |
| Materiali gestibili | Solo conduttori base | Superleghe, Carburi, Metalli ibridi |
Evoluzione della Wire EDM
Il passaggio dalle vecchie macchine a camme ai sistemi CNC moderni ha segnato il primo passo, ma la vera svolta è avvenuta con la dematerializzazione del controllo della scintilla. Non si tratta più solo di far passare corrente attraverso un filo di ottone o di tungsteno; si tratta di gestire un processo termoelettrico dove ogni singola scintilla viene monitorata. In un turno di lavoro tipico, una macchina avanzata può generare milioni di impulsi, e la capacità di regolare ognuno di essi definisce la differenza tra un pezzo scartato e un componente aerospaziale perfetto. Molti operatori esperti ricordano ancora quando bisognava “sentire” il rumore della scarica per capire se il lavaggio fosse corretto; oggi, i sensori fanno lo stesso lavoro con una frequenza di campionamento di migliaia di Hertz.
L’importanza del dielettrico e del traferro
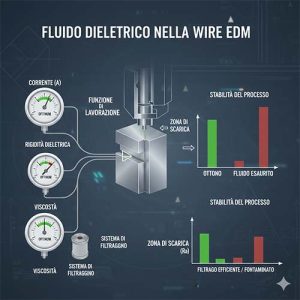
Un aspetto che spesso viene sottovalutato dai non addetti ai lavori è la gestione del liquido dielettrico (acqua deionizzata). Nelle tecnologie avanzate, la conducibilità dell’acqua viene mantenuta costantemente sotto i 10 $\mu S/cm$. Questo garantisce che lo spark gap, ovvero lo spazio tra il filo e il metallo, rimanga stabile. Se il gap oscilla, la precisione crolla. Le macchine di ultima generazione utilizzano pompe a inverter che regolano la pressione di lavaggio in base alla profondità di taglio, evitando che i detriti metallici rimangano intrappolati e causino cortocircuiti.
Generatori Intelligenti: Il Cuore del Sistema
Il generatore è il vero cervello di una macchina per elettroerosione a filo. Negli ultimi anni, siamo passati da generatori analogici a sistemi completamente digitali a impulsi ultra-brevi. Questi componenti sono in grado di scaricare energia in nanosecondi, un tempo così breve che il calore non ha il tempo di propagarsi troppo in profondità nel metallo. Questo riduce drasticamente la Heat Affected Zone (HAZ), ovvero la zona alterata termicamente, che è il nemico numero uno quando si lavorano stampi per tranciatura fine o componenti soggetti a fatica.
Tecnologia anti-elettrolisi
Uno dei problemi storici della WEDM nell’acqua era l’ossidazione e la micro-corrosione del pezzo. I nuovi generatori a corrente alternata (AC) ad alta frequenza eliminano quasi totalmente l’effetto elettrolitico. Questo significa che se lasciate un pezzo di carburo di tungsteno immerso per un intero weekend durante una lavorazione lunga, non troverete quelle fastidiose macchie di ruggine o il decadimento del legante (cobalto). Per chi lavora nel settore medicale, dove la purezza della superficie è tutto, questa tecnologia non è un optional ma la base della produzione.
Ottimizzazione della finitura superficiale
Con i generatori intelligenti, il numero di passate di finitura è diminuito. Se prima servivano 4 o 5 passate per arrivare a una rugosità di $0.2 Ra$, oggi con 3 passate si ottengono risultati superiori. Il segreto sta nella modulazione della scarica: la prima passata (sgrossatura) rimuove grandi volumi di metallo, mentre le successive utilizzano impulsi ad altissima frequenza e bassissima energia che “levigano” la cresta della scarica precedente. Un consiglio da tecnico: controllate sempre lo stato delle spazzole di alimentazione; anche il miglior generatore del mondo non può nulla se il contatto elettrico sul filo non è perfetto.
Controllo Adattivo e AI: Zero Errori nel Taglio
Il controllo adattivo è ciò che trasforma una macchina utensile in un sistema intelligente. In passato, se il pezzo presentava una cavità interna o uno spessore variabile, l’operatore doveva ridurre manualmente la velocità per evitare che il filo si spezzasse a causa del cattivo lavaggio. I sistemi moderni utilizzano algoritmi di Intelligenza Artificiale che analizzano la forma dell’onda di ogni singola scarica. Se il sistema rileva un accumulo di particelle metalliche o una scarica “anomala”, riduce la velocità di avanzamento o modifica i tempi di pausa ($Toff$) in meno di un millisecondo.
La gestione degli spessori variabili
Immaginate di dover tagliare un componente con una sezione che passa da 10 mm a 100 mm. Senza controllo adattivo, il filo vibrerebbe o si romperebbe nel punto di transizione. L’AI rileva l’aumento della superficie di contatto e adegua istantaneamente la tensione del filo e la pressione del dielettrico. Questo processo, chiamato spesso “Corner Control”, permette anche di mantenere spigoli vivi con raggi di curvatura inferiori a 0.02 mm, correggendo automaticamente la flessione del filo dovuta alla pressione delle scintille.
Infilaggio automatico e affidabilità
L’affidabilità del processo è legata anche alla capacità della macchina di ripartire da sola. I sistemi di infilaggio automatico (AWT) oggi possono infilare il filo nel buco di partenza anche in presenza di acqua, o direttamente nel solco di taglio dopo una rottura. Questo permette turni non presidiati (le famose “luci spente”) di oltre 24 ore. Per un’azienda, questo significa passare da un’efficienza del 60% a una vicina al 95%, riducendo il costo orario della macchina drasticamente.
L’Ascesa dei Processi Ibridi: EDM incontra Laser e Ultrasuoni
Il futuro della meccanica non è più in una singola tecnologia, ma nell’unione di più processi. La micro-EDM ibrida ne è l’esempio perfetto. Combinando la scarica elettrica con la vibrazione ad alta frequenza (ultrasuoni), si ottiene un’espulsione dei detriti molto più efficace. Gli ultrasuoni applicati al pezzo o al filo creano un effetto di micro-pompaggio nel dielettrico che permette di lavorare in fori o cavità estremamente strette, dove il lavaggio standard fallirebbe.
Integrazione Laser-EDM
Alcune macchine di nicchia stanno iniziando a integrare una testa laser per le operazioni di pre-foratura o per rimuovere i primi strati di materiale non conduttivo. Una volta creato il passaggio, il filo EDM subentra per rifinire le pareti con la precisione millesimale che solo l’elettroerosione può garantire. Questo approccio ibrido abbatte i tempi di lavorazione su materiali come le ceramiche conduttive o i compositi a matrice metallica, materiali che farebbero piangere qualsiasi fresatore esperto.
| Tecnologia Ibrida | Vantaggio Principale | Applicazione Tipica |
| EDM + Ultrasuoni | Lavaggio del gap migliorato | Micro-fori profondi ($>20:1$) |
| EDM + Laser | Velocità di sgrossatura | Taglio di materiali stratificati |
| EDM + Tornitura | Simmetria perfetta | Alberi di precisione in metalli duri |
Vantaggi competitivi nelle tolleranze
L’utilizzo di sistemi ibridi permette di scendere sotto la barriera del micron. In settori come l’orologeria o la micro-elettronica, dove un pezzo può misurare meno di 1 mm, la capacità di combinare l’asportazione termica dell’EDM con la precisione meccanica degli ultrasuoni garantisce una costanza di produzione che era impensabile dieci anni fa. Chi investe in queste tecnologie oggi non vende solo un pezzo metallico, ma vende certezza dimensionale.
Applicazioni di Nicchia e Settori ad Alto Valore
Quando parliamo di tecnologie avanzate, il pensiero va subito all’Aerospace. Qui, componenti come le pale delle turbine presentano canali di raffreddamento complessi e sono realizzate in leghe resistenti al calore che distruggerebbero qualsiasi utensile da taglio. La Wire EDM permette di profilare queste leghe senza indurre stress meccanici nel materiale. Non c’è contatto fisico, quindi non c’è deformazione.
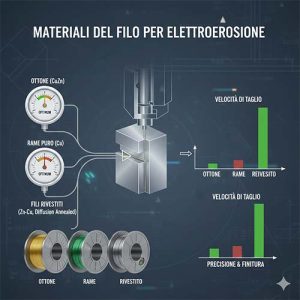
Il settore medicale e la biocompatibilità
Nel settore medicale, la WEDM viene utilizzata per produrre strumenti chirurgici e impianti ortopedici. L’assenza di bave di lavorazione e la possibilità di ottenere superfici con rugosità controllata favoriscono l’osteointegrazione (nel caso di protesi in titanio). Un dettaglio da esperti: utilizzando fili speciali rivestiti in zinco, si può aumentare la velocità di taglio del 20% rispetto al filo di ottone nudo, mantenendo una pulizia del pezzo impeccabile, fondamentale per i protocolli di sterilizzazione.
Stampistica di precisione
La costruzione di stampi per connettori elettronici richiede una precisione assoluta su centinaia di cavità identiche. Le macchine avanzate permettono di compensare l’usura dei contatti e le variazioni termiche ambientali tramite sensori ottici e righe in vetro ad alta risoluzione. Se l’officina passa da 20°C a 25°C, la macchina “sente” la dilatazione termica delle sue strutture e corregge le coordinate di taglio in tempo reale. Questo è ciò che separa un fornitore standard da un partner strategico.
Sostenibilità e Industry 4.0 nell’Officina Moderna
Oggi non si può parlare di tecnologia senza menzionare l’impatto ambientale. I generatori digitali moderni consumano fino al 40% in meno di energia rispetto ai modelli di quindici anni fa. Inoltre, la gestione intelligente dei filtri del dielettrico permette di estendere la vita utile delle resine deionizzanti e dei filtri a cartuccia, riducendo i rifiuti speciali.
L’integrazione con l’Industry 4.0 permette di monitorare lo stato della macchina da remoto. Attraverso il protocollo MTConnect o OPC-UA, è possibile ricevere un alert sullo smartphone se la bobina del filo sta per finire o se i parametri di conducibilità dell’acqua stanno uscendo dal range ottimale. In un’ottica di officina moderna, i dati sono preziosi quanto il metallo che lavoriamo: analizzare i tempi di fermo macchina permette di ottimizzare i flussi di lavoro e preventivare i costi con una precisione chirurgica.
Conclusione
Le tecnologie Wire EDM avanzate e i processi ibridi rappresentano il culmine dell’ingegneria applicata alla lavorazione dei metalli duri. Grazie a generatori digitali, controlli adattivi basati su AI e l’integrazione di sistemi ad ultrasuoni o laser, le officine possono oggi raggiungere limiti di precisione e finitura superficiale inimmaginabili fino a poco tempo fa. Investire in queste soluzioni significa garantire qualità millesimale, ridurre gli scarti e dominare materiali complessi come il titanio e le superleghe, posizionandosi ai vertici della catena del valore manifatturiera globale.