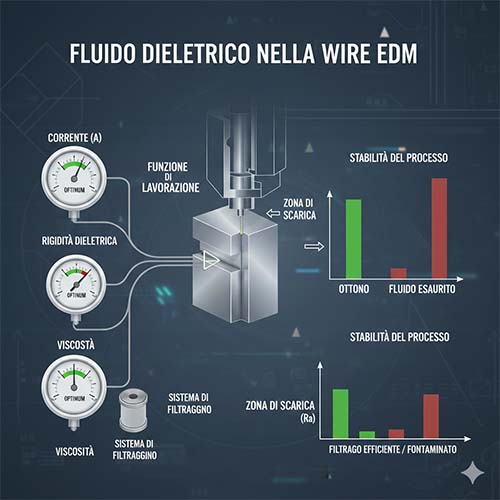
Nell’elettroerosione a filo, il fluido dielettrico rappresenta molto più di un semplice liquido di raffreddamento. È l’elemento che determina la qualità finale del taglio, la stabilità del processo e la durata delle attrezzature. Mentre il filo elettrodo e i parametri di scarica catturano l’attenzione iniziale, è il dielettrico a fare la differenza tra un pezzo perfetto e uno da scartare. L’acqua deionizzata, scelta standard nel 95% delle applicazioni Wire EDM, deve possedere caratteristiche precise: conducibilità controllata sotto i 10 microsiemens per centimetro, purezza elevata e capacità di rimuovere migliaia di particelle metalliche ogni secondo. I sistemi di filtrazione e deionizzazione lavorano ininterrottamente per mantenere queste condizioni, mentre anche una minima deviazione nei valori può tradursi in scariche instabili, cortocircuiti e superfici rovinate.
| Aspetto | Valore/Caratteristica | Impatto |
|---|---|---|
| Conducibilità ottimale | <10 µS/cm | Scariche stabili e precisione dimensionale |
| Temperatura di lavoro | 20-24°C | Tolleranze ristrette ±0,001-0,005 mm |
| Pressione flushing | Fino a 20 bar | Rimozione efficace debris metallici |
| Filtrazione | 3-5 micron | Qualità superficiale e durata componenti |
| Sostituzione filtri | Ogni 1.200-1.500 ore | Mantenimento prestazioni costanti |
| pH ideale | 6,5-8,5 | Prevenzione corrosione e stabilità chimica |
Perché l’Acqua Deionizzata è lo Standard nella Wire EDM
L’acqua deionizzata domina il panorama della Wire EDM per ragioni che vanno oltre il semplice costo contenuto. La sua bassa viscosità permette un flushing rapido ed efficace nella zona di taglio, evacuando le particelle fuse prima che possano solidificarsi e riattaccarsi al pezzo. Con una viscosità di appena 1 centipoise a 20°C, l’acqua scorre attraverso gap microscopici di 0,01-0,05 millimetri dove altri fluidi farebbero fatica a penetrare.
La differenza tra acqua deionizzata, distillata e demineralizzata risiede nel processo di produzione. L’acqua deionizzata, prodotta attraverso resine a scambio ionico, raggiunge una resistività di 18 megaohm per centimetro e una conducibilità inferiore a 0,1 microsiemens in condizioni ottimali. Rispetto ai dielettrici oleosi utilizzati nell’elettroerosione a tuffo, l’acqua deionizzata non lascia residui carboniosi, non richiede costosi sistemi di smaltimento e non presenta rischi di incendio.
I parametri di qualità dell’acqua deionizzata influenzano direttamente il processo. Una conducibilità tra 5 e 10 microsiemens per centimetro rappresenta il compromesso ideale: sufficientemente bassa per evitare scariche parassita, ma abbastanza alta da permettere l’ionizzazione controllata del gap. Quando la conducibilità scende sotto i 2 microsiemens, il plasma fatica a formarsi e la velocità di taglio crolla del 30-40%. Sopra i 30 microsiemens, le scariche diventano erratiche e la rugosità superficiale può raddoppiare, passando da Ra 0,8 a Ra 1,6 micrometri.
Le Tre Funzioni Critiche del Dielettrico nel Processo di Taglio
Il fluido dielettrico agisce simultaneamente su tre fronti durante l’elettroerosione a filo, e la mancanza in uno solo di questi ruoli compromette l’intero processo.
Isolamento e Controllo delle Scariche Elettriche
L’acqua deionizzata si comporta come un semiconduttore liquido tra il filo energizzato e il pezzo metallico. Nel gap di scarica, largo tipicamente 0,025-0,050 millimetri durante la sgrossatura e 0,010-0,025 millimetri in finitura, il dielettrico mantiene l’isolamento fino al momento preciso in cui la tensione raggiunge il valore di breakdown. La qualità di questo isolamento determina la stabilità delle scariche. Con acqua troppo conduttiva, le scariche si innescano prematuramente generando erosione irregolare e superfici ondulate.
Raffreddamento e Stabilità Termica
Ogni scarica elettrica genera temperature locali superiori a 10.000°C. Il dielettrico deve assorbire questo calore e dissiparlo prima che possa propagarsi nel pezzo. L’elevato calore specifico dell’acqua, pari a 4,18 kilojoule per chilogrammo per grado Celsius, permette di assorbire enormi quantità di energia termica con incrementi di temperatura contenuti. Molte macchine di fascia alta integrano refrigeratori dedicati che mantengono l’acqua tra 20 e 24°C. Un delta di 4°C nella temperatura del dielettrico può tradursi in variazioni dimensionali di 15-20 micrometri su un pezzo in acciaio lungo 500 millimetri.
Flushing e Rimozione Debris
Il sistema di ugelli superiore e inferiore dirige due getti di dielettrico ad alta pressione direttamente nella zona di taglio. Le pressioni variano da 5 bar per sgrossature rapide fino a 18-20 bar per finiture di precisione. Un fenomeno visivo chiamato rooster tail indica quando il flushing è correttamente bilanciato: il dielettrico forma due pennacchi simmetrici che si sollevano dal pezzo. Le particelle metalliche generate dall’erosione misurano da 0,5 a 50 micrometri di diametro. Durante l’erosione di acciaio inossidabile, il dielettrico può contenere fino a 800-1.200 particelle per millilitro dopo pochi minuti di taglio.
Sistemi di Deionizzazione: Produzione e Controllo dell’Acqua
Le resine a scambio ionico costituiscono il cuore dei sistemi di deionizzazione più diffusi. Una resina cationica rimuove ioni positivi come calcio, magnesio e ferro, mentre una resina anionica cattura ioni negativi come cloruri e solfati. Un sistema dimensionato per una macchina Wire EDM standard contiene 20-40 litri di resine e necessita di rigenerazione ogni 800-1.500 ore di lavoro.
I sistemi a osmosi inversa seguiti da resine a letto misto rappresentano un’alternativa più efficiente per impianti con più macchine. L’osmosi inversa rimuove il 95-98% dei sali disciolti applicando una pressione di 10-15 bar attraverso membrane semipermeabili, riducendo del 60-70% il consumo di reagenti chimici per la rigenerazione.
Il monitoraggio in continuo della conducibilità avviene tramite sonde installate nel circuito di mandata del dielettrico. Quando la conducibilità supera la soglia impostata, tipicamente 8-12 microsiemens, il sistema devia automaticamente il flusso verso le resine fresche o attiva un ciclo di rigenerazione.
Sistemi di Filtrazione: Mantenere Pulito il Dielettrico
Tipologie di Filtri
I filtri carta rappresentano lo standard industriale per efficacia ed economicità. Catturano particelle fino a 3-5 micrometri con efficienza del 95-98%. Una cartuccia filtrante contiene 2-3 metri quadrati di superficie filtrante piegata a fisarmonica. I sistemi a terra diatomacea utilizzano polvere fossile che intrappola particelle fino a 1-2 micrometri. I sistemi a backwash automatico invertono periodicamente il flusso per staccare i debris accumulati, eliminando le fermate macchina per sostituzione filtri.
Problematiche di Contaminazione
Le particelle metalliche provenienti dal filo compongono il 30-50% della contaminazione totale. Durante l’erosione, il 48,5% del materiale asportato proviene dal filo stesso. I materiali come l’alluminio presentano sfide particolari: le particelle ossidate aumentano rapidamente la conducibilità perché l’ossido di alluminio rilascia ioni. Dopo 45-60 minuti di erosione continua su alluminio aeronautico 7075, la conducibilità può salire da 8 a 35 microsiemens anche con filtrazione attiva.
Manutenzione dei Filtri
La sostituzione delle cartucce segue indicatori oggettivi. Il differenziale di pressione tra ingresso e uscita del filtro viene monitorato continuamente. Quando supera 0,8-1,0 bar, la cartuccia è satura. Una cartuccia costa dai 85 ai 120 euro e su una macchina che lavora 2.000 ore all’anno, il costo annuo si attesta sui 1.200-1.800 euro. Il recupero dei metalli preziosi dai filtri saturi dopo lavorazione di titanio o superleghe giustifica la raccolta separata, con ritiri a 15-25 euro per chilogrammo.
Controllo della Conducibilità: Il Parametro Critico
La conducibilità elettrica misura la capacità dell’acqua di condurre corrente, espressa in microsiemens per centimetro. Il range ottimale varia secondo il tipo di lavorazione. Per sgrossature rapide, conducibilità di 12-18 microsiemens accelera la formazione del plasma. Per finiture di precisione, conducibilità di 4-8 microsiemens garantisce scariche più stabili e rugosità inferiore a Ra 0,4 micrometri.
Quando la conducibilità supera i 30-35 microsiemens, le scariche parassita diventano frequenti, generando erosione irregolare e consumo energetico senza asportare materiale utile. La finitura superficiale decade con aumento di rugosità del 40-60%. Una conducibilità troppo bassa, sotto i 2-3 microsiemens, ostacola la ionizzazione del gap e la velocità di taglio crolla.
Impatto del Dielettrico sulla Qualità del Taglio
La relazione tra qualità del dielettrico e rugosità superficiale è diretta. Con acqua deionizzata pulita a conducibilità di 6-8 microsiemens, finiture di Ra 0,3-0,5 micrometri sono ottenibili. Quando la conducibilità sale a 25-30 microsiemens, la rugosità aumenta a Ra 1,2-1,8 micrometri. La velocità di taglio dipende dall’efficienza del flushing. Con dielettrico ottimale si raggiungono 180-220 millimetri quadrati al minuto, mentre con filtri intasati la velocità scende a 120-140 millimetri quadrati al minuto.
Lo strato bianco o recast layer dipende dalla temperatura e velocità di raffreddamento. Un dielettrico fresco a 22°C riduce lo spessore del recast layer da 8-12 micrometri a 4-6 micrometri. I parametri di processo come energia per impulso interagiscono con la capacità di raffreddamento del dielettrico.
| Condizione Dielettrico | Rugosità Ra (µm) | Velocità Taglio (mm²/min) | Recast Layer (µm) |
|---|---|---|---|
| Ottimale (6-8 µS/cm) | 0,3-0,5 | 180-220 | 4-6 |
| Accettabile (10-15 µS/cm) | 0,6-0,9 | 150-180 | 6-8 |
| Degradato (25-30 µS/cm) | 1,2-1,8 | 120-140 | 8-12 |
Problemi Comuni e Soluzioni
Il dielettrico contaminato si manifesta con scariche irregolari, rottura frequente del filo e superfici con crateri profondi. La diagnosi prevede il prelievo di un campione in contenitore trasparente che, lasciato sedimentare 15-20 minuti, rivela particelle sospese. La soluzione immediata consiste nella sostituzione dei filtri seguita da pulizia del serbatoio. Nei casi gravi, il cambio completo del dielettrico richiede 4-6 ore e costa 150-300 euro.
La conducibilità fuori range richiede diagnosi della causa. Se è salita progressivamente, le resine sono esauste. Se è aumentata improvvisamente, può indicare contaminazione chimica. Il flushing inadeguato si riconosce dall’accumulo di debris sul fondo del pezzo. Gli ugelli potrebbero essere ostruiti e richiedono pulizia, operazione da 15-20 minuti.
Piano di Manutenzione del Sistema Dielettrico
La manutenzione giornaliera include controllo visivo del livello del dielettrico e verifica della temperatura. Una macchina normale perde 2-5 litri al giorno per evaporazione. La manutenzione settimanale richiede misurazione di conducibilità e pH, ispezione ugelli e verifica differenziale di pressione sui filtri.
La manutenzione mensile prevede pulizia del serbatoio e griglie, rimozione di 500-800 grammi di fango metallico accumulato. La manutenzione straordinaria include sostituzione resine ogni 18-24 mesi, cambio completo dielettrico ogni 12-18 mesi e pulizia circuiti idraulici. Gli effetti termici del processo degradano gradualmente l’acqua formando composti non rimovibili con filtrazione.
Best Practices e Ottimizzazione
La selezione dell’acqua di partenza influenza costi e prestazioni. Acqua di rete con durezza sotto 15°F richiede meno rigenerazioni. Installare un addolcitore a monte riduce del 40-50% il consumo di reagenti chimici. Il monitoraggio predittivo con registrazione quotidiana dei parametri anticipa problemi. Se la conducibilità aumenta di 0,5-1 microsiemens alla settimana, le resine necessiteranno rigenerazione entro 3-4 settimane. La formazione operatori sull’interpretazione di questi segnali previene fermi macchina imprevisti e mantiene la qualità costante.
Conclusione
La gestione del fluido dielettrico rappresenta un elemento critico per ottenere risultati ottimali nella Wire EDM. La correlazione diretta tra qualità dell’acqua deionizzata, efficienza della filtrazione e precisione del taglio richiede un programma di manutenzione rigoroso. Investire nella deionizzazione, filtrazione e monitoraggio continuo massimizza produttività, qualità e durata delle apparecchiature, trasformando un costo operativo in vantaggio competitivo.